Řešil jsem u svéjo stroje problém s upínáním obráběného materiálu.
Pro upínání obrobků jsou určeny dva U profily,
do kterých se zašroubují imbusy a těmi se přitlačí obrobek ke stolu.
Problém byl v prohýbání stolu a v nepraktičnosti upínání obrobků.
Podrobněji zde: Konstrukce stolu
Rozhodl jsem se pro řešení s druhou deskou z MDF
připevněnou na té originální z lamina
a osazenou maticemi,
prostřednictvím kterých budu moci upevňovat přířezy a polotovary
k desce upínkami a šrouby.
Ty nezavedou při upínání žádnou svislou sílu,
která by desku prohýbala.
MDF desky se dělají v různých tloušťkách, rozhodl jsem se koupit desku 10 mm.
Desku jsem si nechal nařezat na pruhy široké 43 cm a dlouhé 208 cm.
43 cm je šířka stolu mezi bočnicemi.
Na stůl jsem si uříznul kus dlouhý 67 cm. Stůl má tedy rozměr 430 x 670 mm.
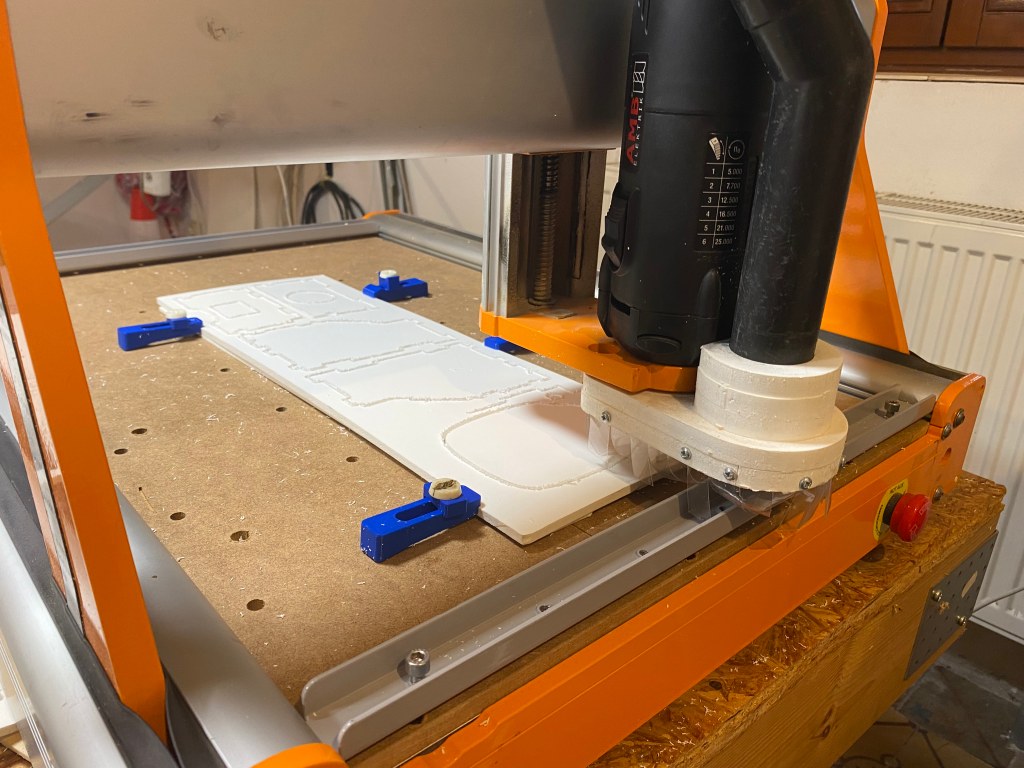
Zespoda jsou zapichovací matice M5,
které se mimochodem v modelářství hojně používají,
upínky se uchycují polyamidovými šrouby M5, to je taky modelářský materiál.
Zahloubení pro matice a díry pro šrouby jsem udělal na stroji, kde deska bude sloužit.
Mimo děr pro šrouby jsou v desce díry pro kolíky 10 mm.
Kolíky usnadňují ustavení přířezu rovnoběžně s osami stroje.
Šrouby M5 jsem volil proto, protože jsem je měl doma.
Nakoupil jsem teď matice M4 a šrouby M4 s křížovou hlavou,
přijdou do další desky.
Menší šrouby upínky udrží stejně jako ty M5.
V praxi jsem při práci se strojem narazil na problém nerovnosti stolu.
Projeví se to i při jednoduchých 2D operacích třeba při vyřezávání dílů pro letadla z depronu,
žeber křídla z balzy, přepážek trupu z překližky.
Stroj umí pracovat dostatečně přesně,
teoreticky bych mohl pracovat bez podložky pod přířezem,
fréza by mohla jet čelem přesně po povrchu stolu.
Protože ale stůl není ideálně rovný
a protože rovina stolu není rovnoběžná s osami vedení os Y a X,
tak v praxi u větších přířezů fréza neprořízne přířez v celé jeho tloušče.
Proto si dávám pod přířez podložku ze zbytků plošného materiálu
a frézu nechávám jet 0.5 mm pod úrovní dolního povrchu přířezu.
Tím si zajistím, že i při řezání z velkého přířezu stroj prořízne celou tloušťku materiálu všude.
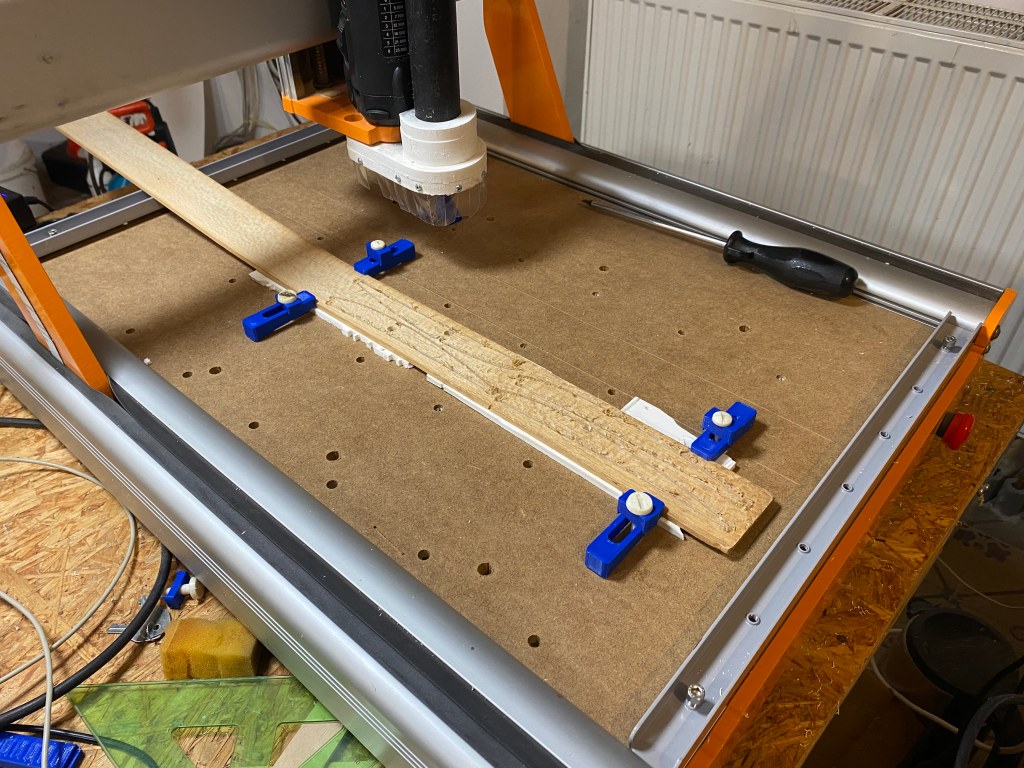
Protože mám na stole MDF desku, mohu si ji srovnat,
mohu na ní vyrobit povrch, který bude rovnoběžný s vedením X i Y.
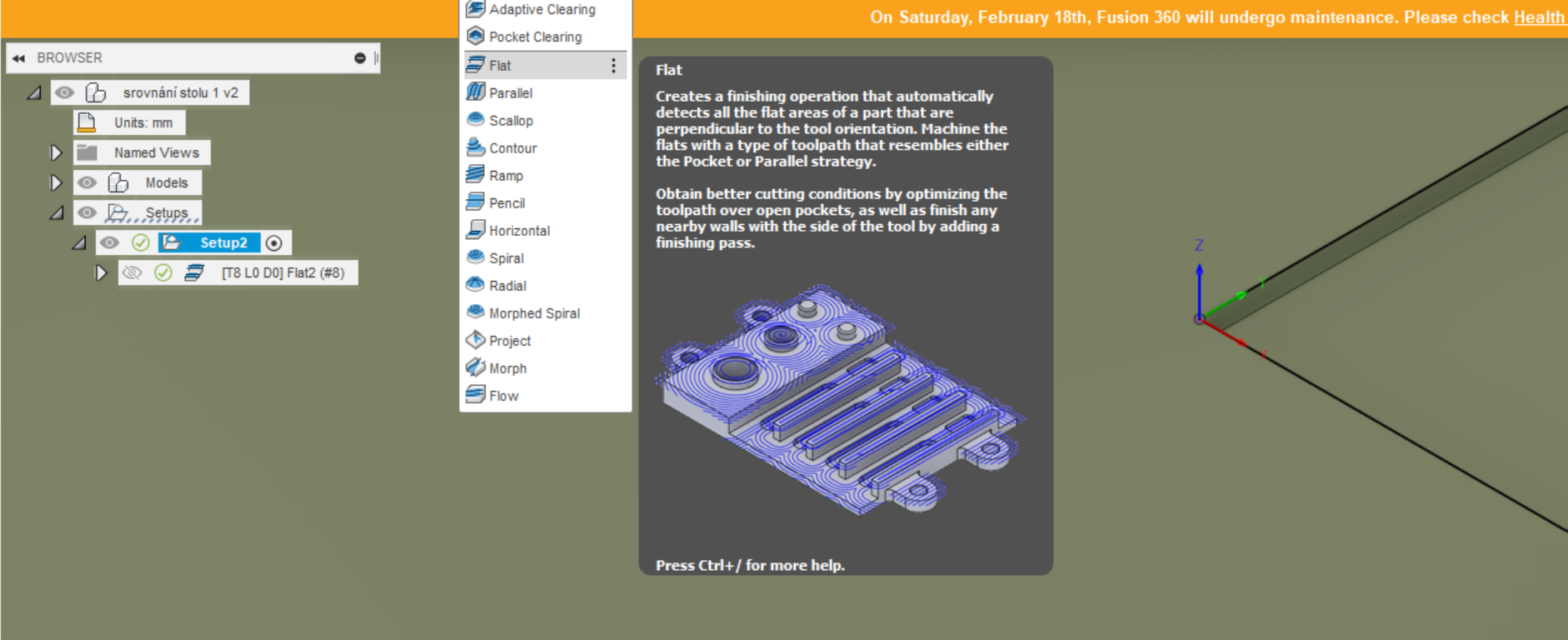
Ve Fusion to mám zadané jako operaci 3D Flat,
počátek souřadnic mám v rohu toho zahloubení
a zahloubení jsem si zvolil 0.4 mm.
Někdo se zeptá, proč jsem to nezadal jako 2D operaci 2D Face.
Je to proto, že při této operaci najíždí nástroj z pozice mimo plochu a nemohl bych tak obrobit plochu stolu úplně od kraje.
Srovnání stolu mi umožňuje přesnější práci,
nemusím potom dávat rezervu na bezpešné proříznutí deskového materiálu 0.5 mm ale jen 0.1 mm,
vyrábím méně pilin z podložky. Rovný stůl je předpoklad pro přesnější práci ve 3D,
nepřesnost 0.5 mm vzniklá nerovnoběžným stolem je při sestavování více 3D dílů k sobě znát.
Znát je to třeba na odtokovce, která má být 0.5 mm tlustá a na křivém stolu má na jednom konci 0.7 mm a na druhém 0.3 mm.
I to je vidět na první pohled.
Srovnání stolu je tak předpoklad pro smysluplnou práci na CNC.