Řezání odporovým drátem 
29.11.2024
Dělení materiálu - Řezání odporovým drátem (hot wire)
Pěnové materiály jako je EPS, XPS a EPP se dají tvarově obrábět - řezat drátem vyhřívaným elektrickým proudem. Drát v místě řezu taví materiál a způsobí oddělení materiálu. Typicky se řeže drátem napnutým v rámu podobném obyčejné rámové pily, řeže se podle dvou šablon umístěných na bloku materiálu proti sobě a lze tak vytvořit přímkové plochy - vyříznout třeba pěnové jádro křídla letadla.

Říká se tomu také horký drát (hot wire).
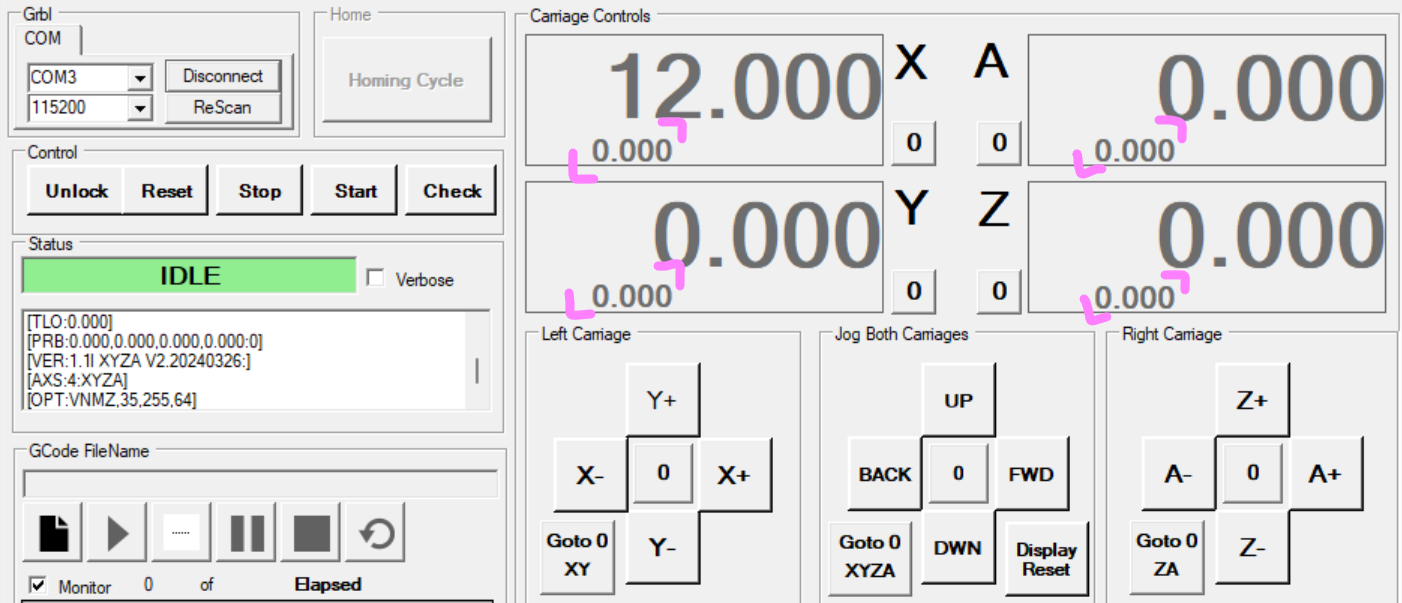
Řezat se dá i strojně. Viz CNC horký drát.
 anglicky
anglicky