16.12.2024
GRBL Hotwire je klon firmware GRBL,
který je navržen pro řízení CNC strojů,
konkrétně pro řezání pomocí horkého drátu - hotwire.
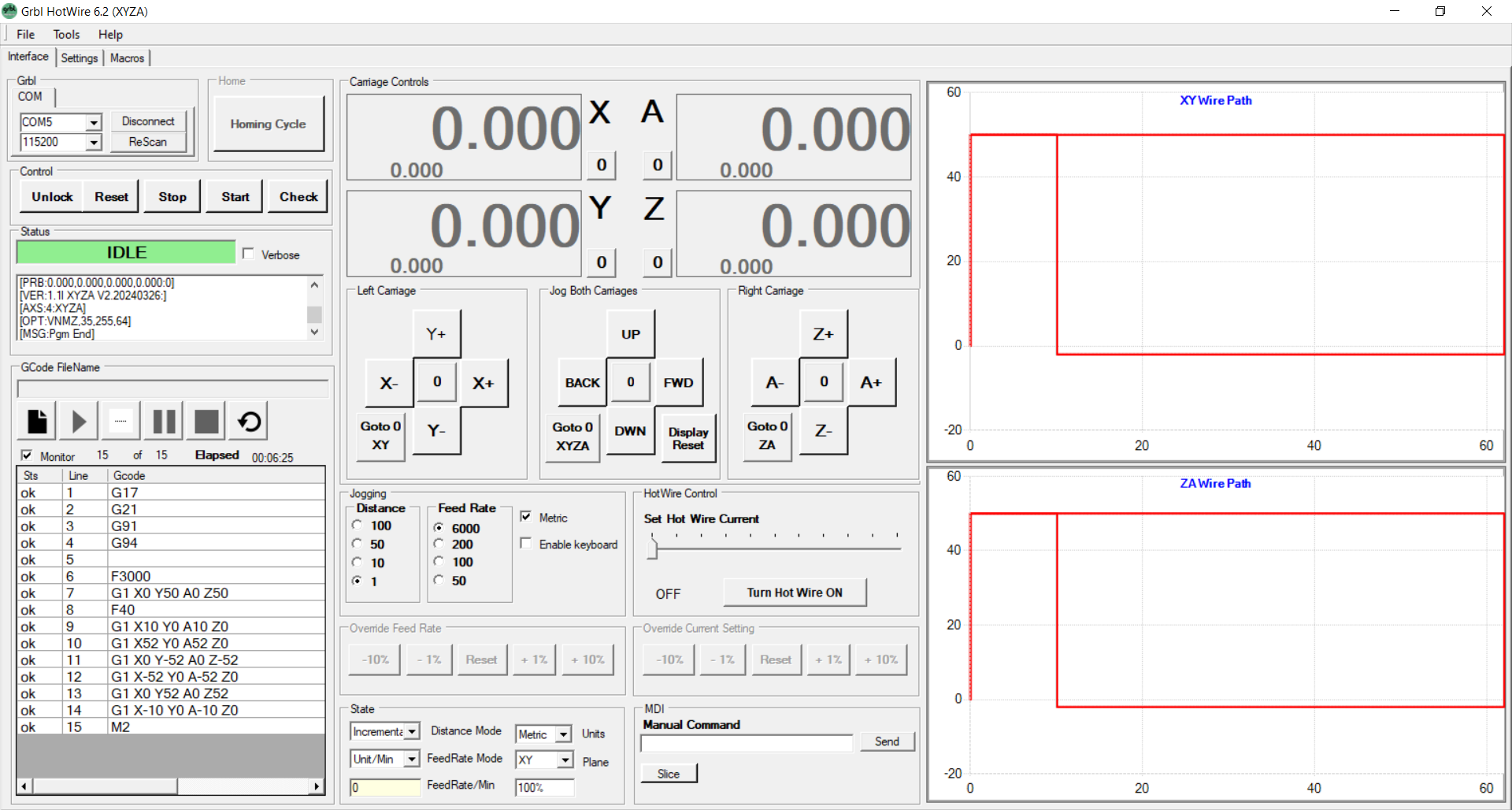
Hlavní funkce GRBL Hotwire je
ovládání motorů CNC řezačky ve čtyřech osách X, Y, Z a A.
Umí i teplotní řízení.
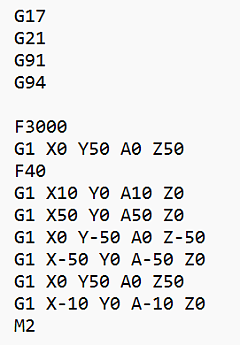
Pracuje s G-code.
Je to open-source.
Očekává v g-code takto označené osy: XYAZ
- horizontální pojezd levý - X
- horizontální pojezd pravý - A
- vertikální pojezd levý - Y
- vertikální pojezd pravý - Y
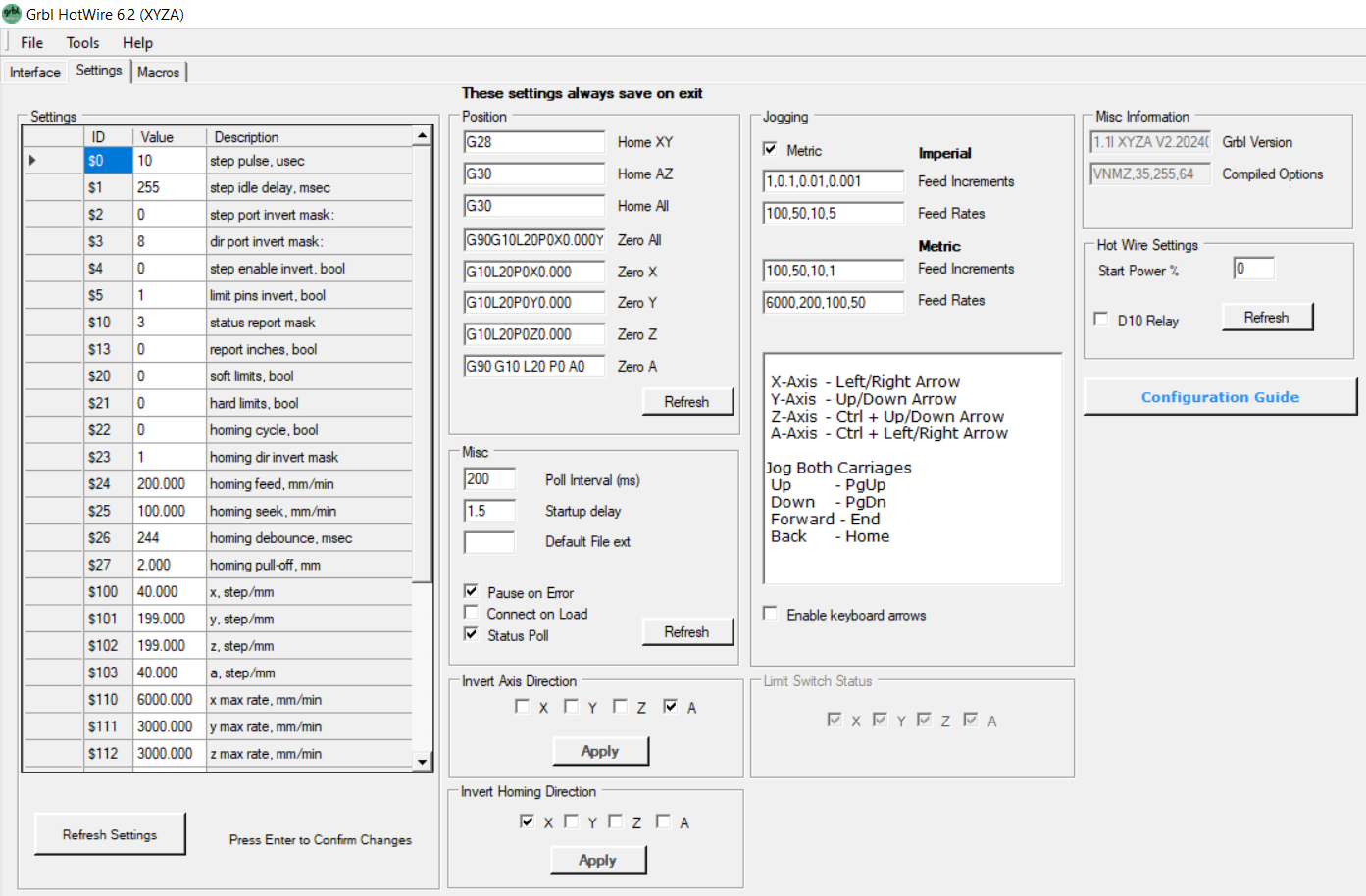
V rozhraní programu v PC se zadávají parametry vašeho stroje.
Program je zapíše do paměti Arduina.
Při přepisu parametrů je třeba zadávání každého jednotlivého parametru zakončit stiskem klávesy Enter.
Jinak se neuloží.
Je třeba provést kalibraci stroje. Udělal jsem si čtvercový profil a ten vyříznul do pěny.
Změřil jsem vyříznutý čtverec, změřil jsem díru v přířezu, která po něm zbyla.
Z toho se dá zjistit propal a dráhy, po jakých stroj jede.
29.11.2024
GRBL Hotwire ukazuje malými čísly zřejmě souřadnice stroje.
Nepřišel jsem na to, jak je vynulovat nebo kdy se nulují.
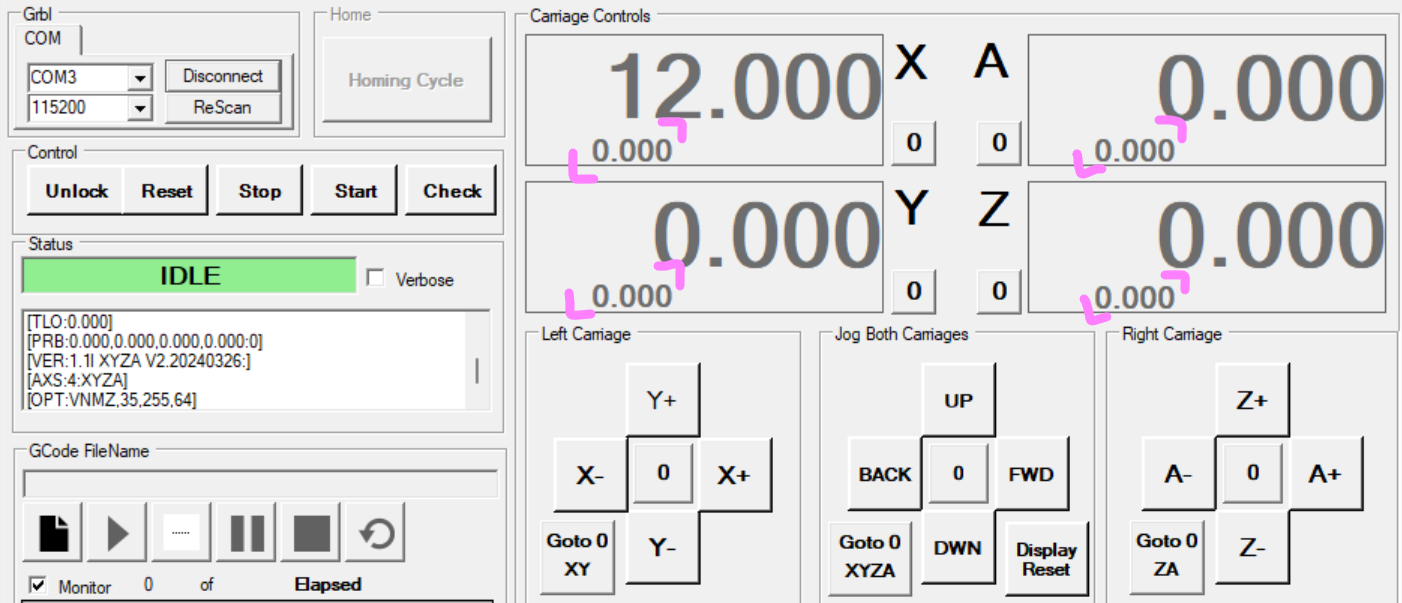
Údaje se vynulují příkazem connect, předpokládám, že se vynulují při houmování.
14.12.2024
Předpokládám,
že korekce dráhy podle tloušťky drátu a propalu není záležitost programu a firmware
GRBL Hotwire,
ale že to má mít na starosti program, který generuje G-code.
Stejně tak je to při práci s routerem.
O co jde?
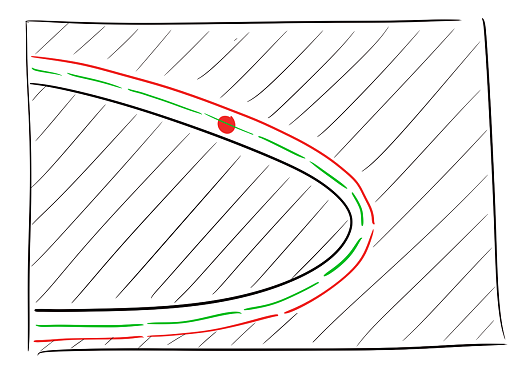
Cílem je vyříznout profil tak, jak udávají souřadnice profilu.
Řeže se drátem, který má nějaký průměr,
drát taví materiál a materiál se taví do větší vzdálenosti než je průměr drátu.
Propal - mezera vzniklá řezáním má tak nějakou šířku.
Ta šířka není konstantní, když drát jede někde "do rohu", nahromaděné teplo způsobí větší propal,
pracuje se s nějakým kompromisem nastavení řezných podmínek.
Aby tedy stroj vyřízl tvar podle souřadnic profilu,
musí být drát veden po dráze nad cílovým povrchem (zelená čára) ve vzdálenosti poloviny propalu
- to je ta korekce. Ve světě se té korekci asi říká "kerf".




