Přímo v programu Autodesk Fusion lze připravit program pro stroj LUPA-CNC.
Není třeba žádný další program.
Aby stroj s programem G-code vygenerovaným ve Fusion 360 fungoval správně,
je třeba nastavit ve Fusion správný postprocesor,
přes který generovaný program prochází.
Postprocesor je parametrizace generátoru programu.
Hledat na stránce "GRBL".
Stažený postprocesor si můžete uložit do svého počítače kamkoli,
jen musí do toho adresáře Fusion vidět.
Při generování pak stačí na soubor postprocesoru v položce Post ukázat.
Fusion už si bude postprocesor pamatovat.
G90 - Absolute Positioning. Všechny souřadnice budou odteď interpretovány jako absolutní;
G94 - Per minute feed. Rychlosti budou odteď interpretovány jako mm/min
G17
G17 - rovina X-Y, přísuv nástroje Z
G21
G21 - Units. Nastaví jednotky na milimetry. Odteď všechny příkazy pro pozicování, ofsety, rychlosti, akcelerace budou interpretovány v mílimetrech.
(When using Fusion for Personal Use, the feedrate of rapid)
(moves is reduced to match the feedrate of cutting moves,)
(which can increase machining time. Unrestricted rapid moves)
(are available with a Fusion Subscription.)
info o tom, že mám kutilskou licenci a do programu byly místo "rapid" přesunů nástroje vygenerovány pomalejší pohyby
G28 G91 Z0
G28 - Go Predefined Position. Přesune vřeteno rychloposuvem do pozice dané parametry 5161-5169 Pozice je v souřadnicích stroje.;
G91 - Relative Positioning. Všechny souřadnice budou odteď interpretovány jako přírůstky k předchozí pozici.; Z0 - nástroj se ve svislém směru neposune
G90
G90 - Absolute Positioning. Všechny souřadnice budou odteď interpretovány jako absolutní;
(2D Contour1)
informace o operaci, která se bude provádět
T9
Volba nástroje #9. Ve své knihovně mám definované různé nástroj, #9 je dvoubřitá spirálová fréza 6 mm s plochým čelem
S8000 M3
otáčky 8000,<> M3 - Spindle Control, spuštění vřetene ve směru hodinových ručiček zadanými otáčkami.
Můj stroj to nepodporuje, otáčky si nastavuji sám ručně na skříni řízení stroje.
G54
G54 přepnutí na první na stroji nastavený počátek souřadného systému obrobku - WCS.
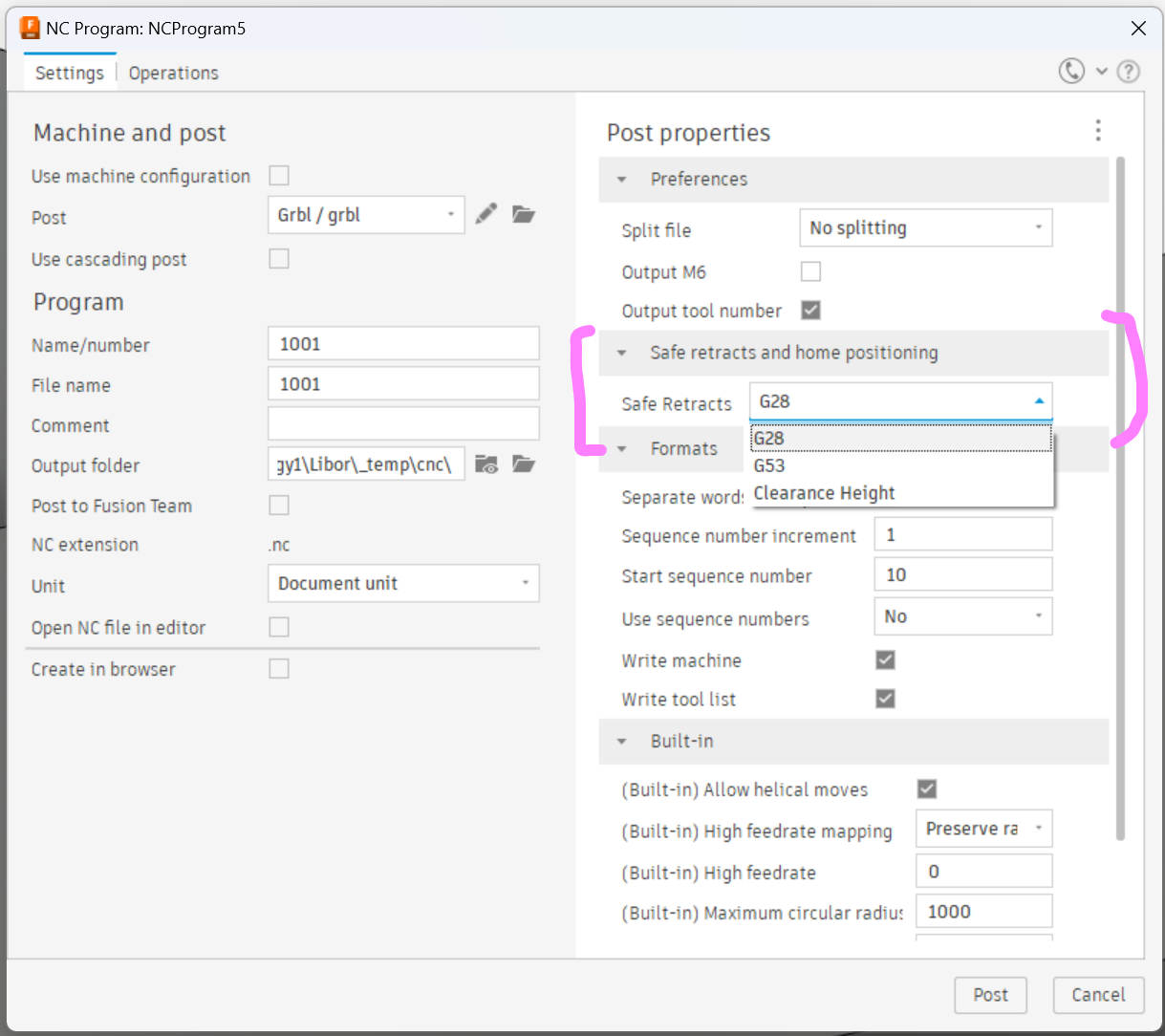
Stroj mi na konci práce odjížděl do home pozice.
Kde skončila operace,
tam se sebral a nekratší cestou jel napříč stolem do home pozice stroje.
To se mi nehodilo, v cestě může být upínka, v cestě může být jiná část obrobku.
Potřebuji, aby na konci práce vřeteno nikam nejelo,
jen aby vyjelo nahoru a zastavilo se!