První srážka s realitou 
Napadlo mě udělat kabinku na Gripenovi místo z depronu průhlednou. Zkusit si na routeru vystrouhat kopyto na vylisování kabinky z PET lahve.
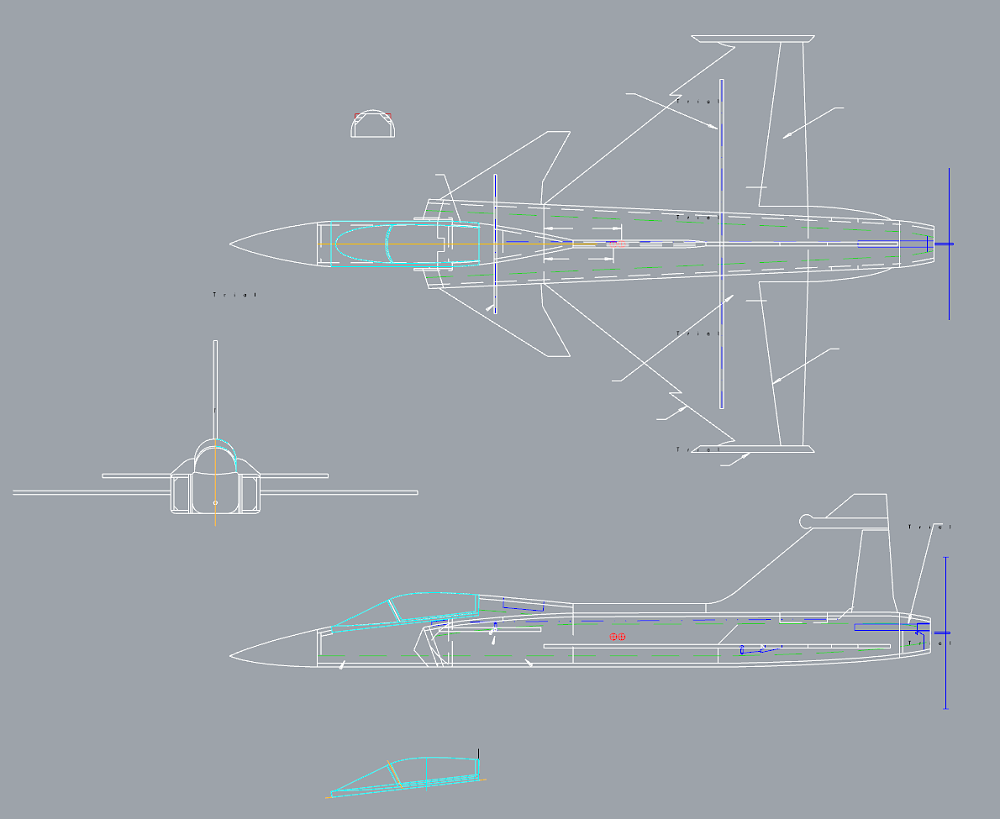
Rozdělil jsem to v podélné ose, zkusil nejdříve ze styroduru.
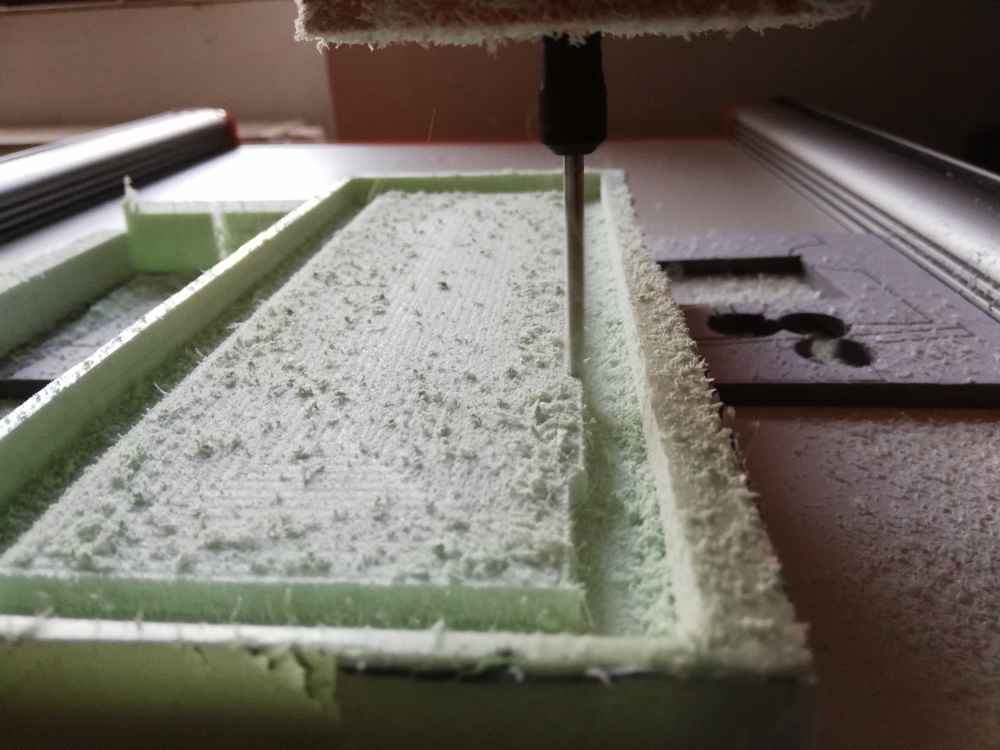

Narazil jsem na problém výkonnosti. Použil jsem frézu 3 mm. Odebrání většiny materiálu je po 5 mm výšky a posun 1 mm do strany. Proto jsou na fotce vidět ty proužky. Když se nastaví 0.1 mm, je výsledný povrch krásně hladký. Ale!
0.1 mm trvá výrazné déle než 1 mm. 10 x déle!
Konečný povrch je dělaný v druhé operaci a při té mi v jedné chvíli vždy na stejném místě stroj ztratil nějaké kroky v ose Y. Bylo to způsobené rychlou změnou směru, to stroj neustál. Musel jsem jít do parametrů stroje a zrychlování jsem musel sundat na pětinu. To vede k tomu, že když stroj někde šmrdlá nějaký detail, je o dost pomalejší. Ale na druhou stranu jsem mohl jít o patro výš a nechal jsem stroj bez dohledu. Polovičku kopyta to jelo 2.5 hodiny!
Další fází bylo, zkusit to samé do dřeva.

Borovice, dvě slepená prkýnka (laťovka), přišroubované na překližku.
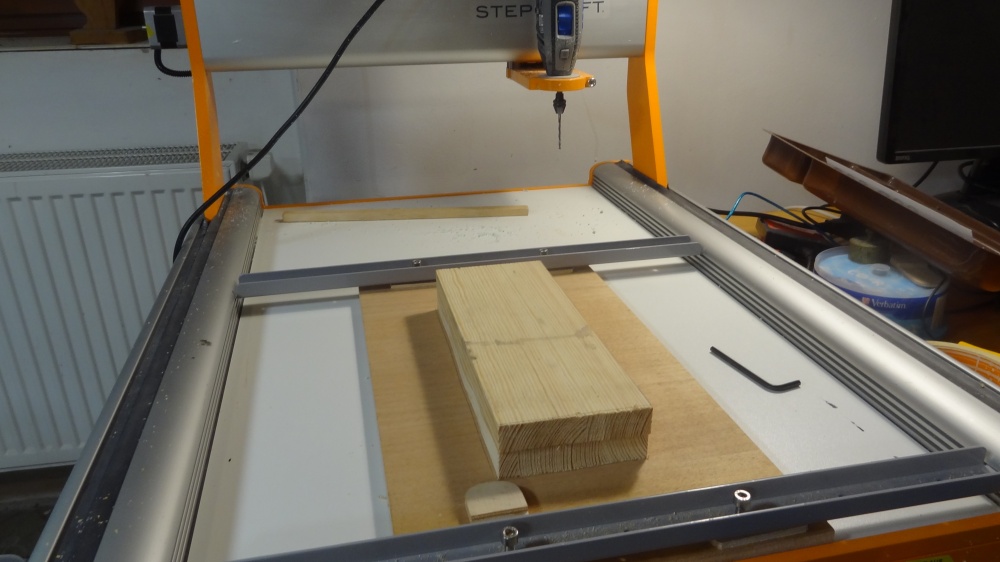
První problém sklíčidlo. To dřevo vytáhne frézu ze sklíčidla i když jsem ho utáhnul "na krev". Axiální síla je v tom dřevu opravdu veliká. Po třech pokusech se sklíčidlo rozpadlo a já dal to, které tam mělo být od začátku. Místo tohoto "vrtákového" tříčelisťového kleštinu 1/8". Ta tu axiální sílu udrží.

Pro hrubování jsem dal úběr 5 mm vrstu a 1 mm do strany do záběru. Když bych dal vrstvu místo 5 mm třeba 1 mm, tak to nebude trvat 2.5 hodiny, ale 25 hodin, když ještě místo toho 1 mm do záběru bych dal 0.1 mm, bylo by to 250 hodin! Takže zkusím ten větší výkon. No a teď ten problém. Řeže to, ale je to neskutečně hlučné. Tak, že u stroje to bylo jak u Mig-21, když se na stojánce zkoušela forsáž! No a o patro výš, kam ten stroj normálně není slyšet, tam to vylo, že se musel zvýšit hlas. A další věc jsou vibrace, které by podle mého po čase stroj rozložily.
U takovéhoto kopyta na kabinku to s hoblíkem, rašplí a šmirglem udělám v ruce za dvě hodiny. Strojní časy, ve kterých to můj stroj dokáže vyfrézovat jsou v řádech dnů a tedy to je neekonomické a nepraktické.
Když se dají malé úběry, tak to do toho dřeva funguje i s tou dlouhatánskou 40 mm vyloženou frézou. Ještě jsem zkusil sousledně a nesousledně. Sousledné frézování generuje neuvěřitelný hluk, ale řez čistý. Při nesousledném frézování je hluk desetinový, pořád ale úděsný. Ale vytrhává to dřevo.
Funguje to i s frézou menšího průměru, třeba s frézou 1.2 mm. Proč to nedělám s tou menší frézou? Protože potřebuji nástrojem dosáhnout do materiálu do hloubky 40 mm. Ta malá fréza kouká ze sklíčidla jen kousek.
Ale do té pěny to jde krásně, vylezou i pěkné povrchy, přesné to je. A už jsem se naučil i práci přerušit, vypnout všechno a později to zapnout a pokračovat v načatém díle.