14.11.2018
G-code nebo česky G-kód je programovací jazyk pro řízení obráběcích strojů,
routerů, 3D tiskáren.
Umožňuje naprogramovat volbu a automatickou výměnu nástroje,
rychlé polohování, obrábění plochy s různými parametry, například hrubování,
vrtání a podobně.
Vytváření G-kódu umožňují CAM programy. Využívají ke generování G-kódu takzvané post-procesory.
Post-procesory jsou parametrizovatelné a umožňují přizpůsobení pro konkrétní obráběcí stroj.
Viz Přehled G-code
6.8.2022
Když jsem používal k řízení routeru Stepcraft program WinPC-NC USB,
veděl jsem jen, že g-code je to, co vygeneruje Autodesk Fusion,
že to načtu do programu ovládající stroj
a v programu WinPC-NC už jsem s tím nepracoval.
Když jsem ale přešel na ovládání stroje programem UCCNC, začal jsem se g-code trochu zabývat.
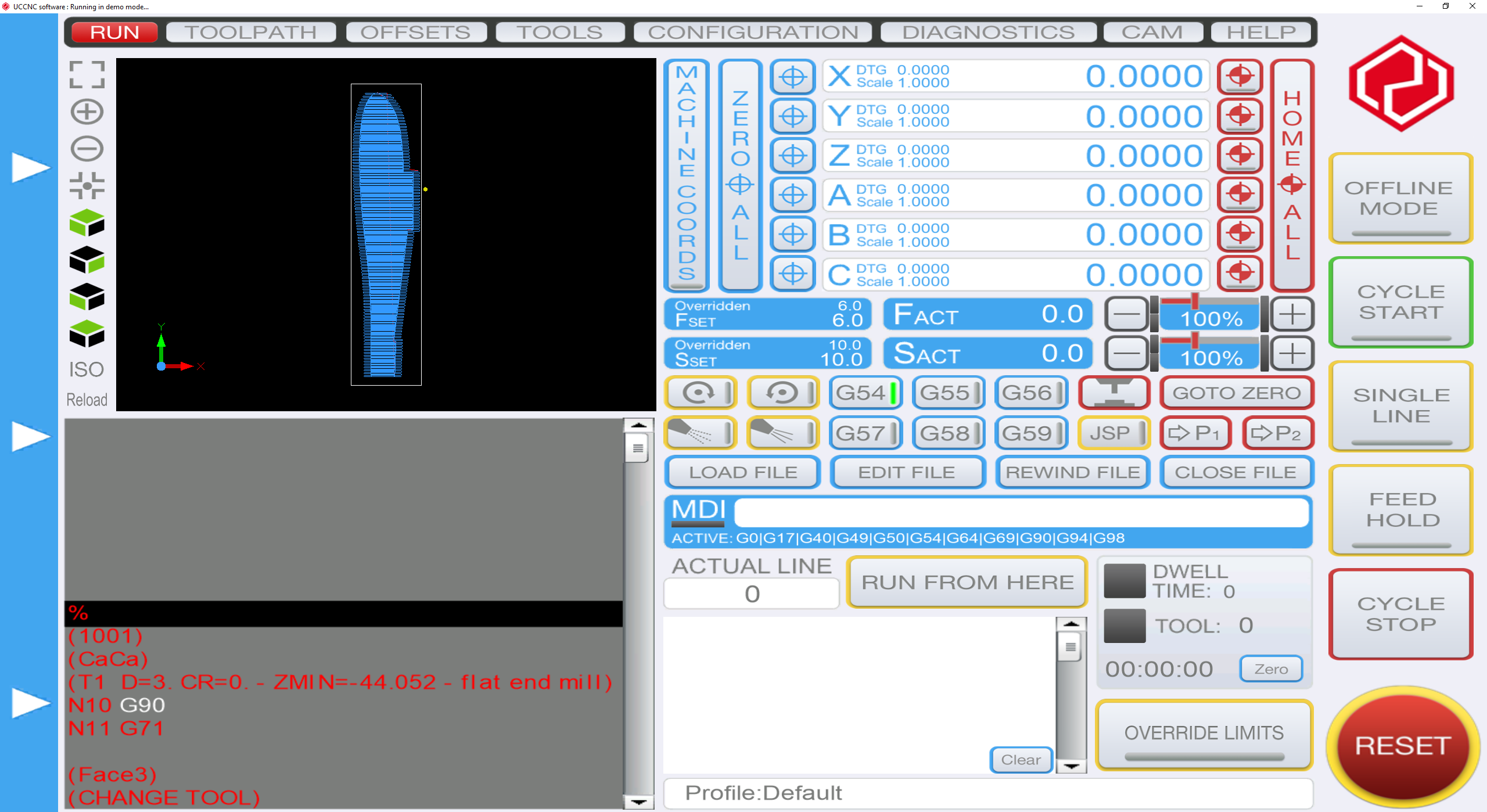
Ono to začne už při pohledu na obrazovku programu, kde jsou tlačítka a na nich je uvedený g-code.
6.8.2022
G54 až G59 jsou kódy
pro přepínání mezi různými posunutími počátku souřadného systému obrobku - WCS.
Stroj je po zapnutí přepnut na první pozici G54. Přepínáním stroje ostatními kódy
G55 až G59 si mohu nadefinovat další počátky a před operacemi si stroj přepínat.
Přepínání lze provádět buď tlačítky na obrazovce UCCNC, nebo umístěním jednoho z těchto kódů v programu.
Scénáře - k čemu to může být dobré:
-
Chci vyrábět sérii
a během obrábění jednoho kusu si chci připravovat na druhé polovině stolu
polotovar pro výrobu druhého kusu.
Přepnu si G54,
najedu si počátek polotovaru upnutého v jedné ze dvou pozic na stole stroje
a znuluji si počátek.
Přepnu si G55,
najedu si počátek polotovaru upnutého v druhé pozici na stole stroje
a znuluji si počátek.
Přepnu si G54, spustím program a nechám stroj pracovat na prvním kusu.
Mezitím si upnu polotovar do druhé pozice.
Až program na prvním kusu dojede,
přepnu si G55 a spustím program.
Stroj obrábí druhý kus a já mohu vyjmout ten první a do první pozice vložit další polotovar,
A tak stále dokola, až dojede druhý kus, přepnu G54 a spustím program,
který bude na první pozici obrábět třetí kus.
-
Obrábím dřevo z obou stran.
Obrábím jednu stranu, pak obrobek otočím vzhůru nohama
a obrábím ho z druhé strany.
Protože dřevo není úplně tuhý materiál,
zjistil jsem experimentálně, že potřebuji posunout obrábění té druhé strany o 0.3 mm v ode Z nahoru.
Stačí si s nastavením G54 nastavit nulu X-Y-Z, pak přepnout G55,
posunout nástroj o 0.3 mm nahoru a zase znulovat X-X-Z.
Přepnu G54, spustím operace obrábění jedné strany.
Po dokončení obrobek otočím v přípravku vzhůru nohama,
přepnu G55
a spustím operace obrábění druhé strany.
7.8.2022
G68 je kód
pro otáčení souřadného systému obrobku - WCS.
Příklad: G68X0Y0R90 - otočí souřadný systém obrobku o 90 stupňů kolem jeho počátku.
Scénáře - k čemu to může být dobré:
-
V CAM programu jsem orientoval delší stranu přířezu podél delší strany stolu Y.
Na stole se mi to ale hodí upnout napříč,
delší stranu ve směru osy X.
Tímto kódem mohu vše otočit o 90 stupňů.
-
V CAM programu jsem orientoval díl v přířezu materiálu ve špatném směru.
Balzová prkýnka mají léta orientované v jednom směru
a orientace let na obrobku je důležitá z hlediska pevnostního.
Polohu obrobku mohu tímto příkazem změnit tak,
aby byla léta dřeva v obrobku správně orientovaná.
-
Vyřezávám postupně z velkého přířezu (2D) řadu malých dílů.
Abych využil dobře materiál, potřebuji nejen posunout počátek na vhodné místo,
ale potřebuji díl i natočit.
9.8.2022
Příkazy G17, G18, G19 aktivují pracovní roviny.
Frézování:
- G17 - rovina X-Y, přísuv nástroje Z
- G18 - rovina X-Z, přísuv nástroje Y
- G19 - rovina Y-Z, přísuv nástroje X
Zatím jsem nevyužil, vše jedu v rovině X-Y.




